


完美的刃口品质,超级镜面球头锋利的中心刃
Perfect blade quality R±0.008mm,Center edge with super mirror and sharp ball-nose
锥度铣刀, 非标 铣刀,硬质合金铣刀
从φ0.5~φ16等标准铣刀常年备有大量库存,可及时发货.
详细:
![]()
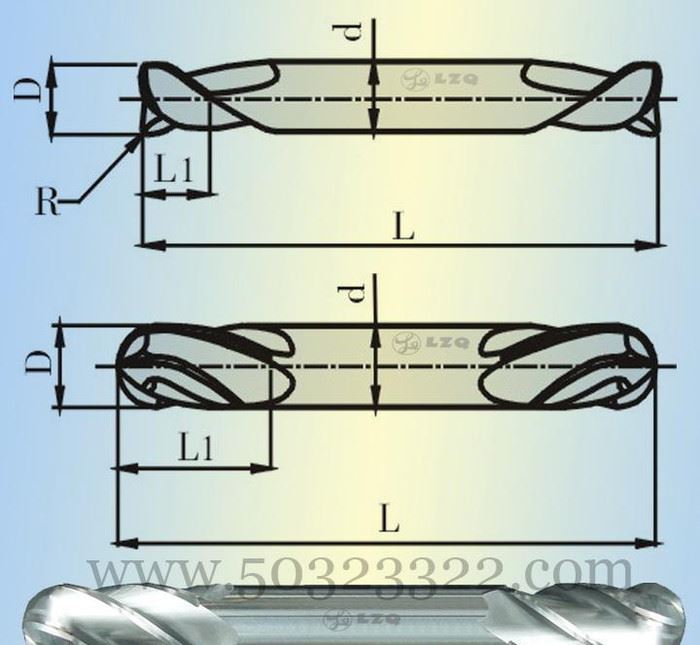
整体极超微粒钻石钨钢高螺旋加长立铣刀:
【采用德国和瑞士先进的强力高速数控磨床及优质超强极超微粒钨钢(钻石钢)高精密(3DX技术)成型磨削,具有完美的刃口品质和高可至±0.001mm(±1μm)的尺寸公差。】
◆ .整体极超微粒钻石钨钢刀具材种及推荐用途
·高耐冲击钻石钨钢(断续切削用)PRA11/VRA201系列。
·高硬度钻石钨钢(高耐磨用)HRF10/SR10T系列。
·ISO标准钨钢类(一般加工用)PR40/PRA5系列。
·高钴HSCo8(SKH59)、ASP60C德标
(DIN)系列全磨(2~6刃)端铣、(2~4刃)球铣。
详细说明:任意尺寸非标定做
部分材质说明:
| K10 | U410 | GH110 | AC105GE | CR300 | JC105 | GH15 | GC4025 | KC9010 | HK150 |
| U510 | T5010 | H10Z | CR7015 | JC110 | CY100H | H10A | KC950 | HK15M | |
| UC6010 | T5020 | H1 | KW10 | JC605 | CY10H | H13A | KC990 | HK15 | |
| HTI10 | T380 | EH10 | JC610 | WH10 | HM | KC730 | THM | ||
| G1F | EH510 | KG10 | H10 | K8735 | |||||
| H10T | G10E | KT9 | H1P | K313 THM | |||||
| TH10 | CR1 | K68 K110M | |||||||
| TH10T | K10 THM-U | ||||||||
| KF1 KM1 |
(P01、U66、T715X、AC1000、CR7015、JC110、GH05、GC415、KC910、TN150、IC805、TP05、CR05、731)
HRF10极超微粒钻石钨钢,具有极为优秀的耐磨耗性能,但抗冲击性能略差。适用于调质或淬火等高硬度材料(HRC45°~65°)的中低速或要求具有较高的耐磨性能及有色金属等各类材料的中低速轻切削加工。一般用于良好的工况、稳定的切削、优良的零件装夹及持续的轻型加工。相应ISO K10。
VRA201进口极超微粒钻石钨钢:,具有极为优秀的抗冲击性能和一般的耐磨耗性能。一般用于较差或普通的设备加工较低硬度的材料(HRC≤25°)、间断切削和很差的零件夹紧。相应ISO K25,可替代M42、ASP60、MPM、HSSCo10等材料的加工,并可取得4~6倍左右的使用寿命。具有极强的性价比。相应SKH51具有15~25倍的使用寿命及耐用度。
ASP60C(超高耐磨型):进口超高耐磨型高级高钴粉末钢,淬硬处理:HRC70°±2°,具有极为优秀的耐磨耗性能及抗冲击性能,相应HSSE、HSS-AL及HSSCo,具有4~8倍之使用寿命,并可保证被加工产品的统一性及合格率。常用于普通设备加工各类高温合金、耐热合金、镍钒钛合金铸铁、不锈钢等难加工材料(含镍、Cr、Mo、硅、钛等)热处理前的特优秀加工工具。高温加工及综合性能极好,允许切削速度较高,加工材料的硬度越高,效果越显著。由于韧性略差,不适合于断续切削或在工艺系统刚性不足的条件下使用,否则易打刀或崩刃。
SKH4C((不生锈的锋钢)(淬硬处理HRC60°±2°):超高硬度超级镜面不锈锋钢,具有极为优秀的防锈、耐腐蚀、耐磨耗(高硬度)性能及理想的抗冲击性能,应用范围广。相应一般不锈模具钢具有3~6倍的使用寿命,相应AISI440C及SUS440C具有更为优秀的切削锋利性及耐磨耗性能。在盐水中,防锈能力可提高至10~20倍以上,品质相当优秀及稳定,可生产极为复杂、精密的柄部形状。
确认被加工材料、硬度HRC、设备刚性(价值)、数量,可依图依样要求研磨成型角度及尺寸公差……只批量现生产,可完全替代国际一流制品,具有极高性价比!
拥有先进综合的生产体系,具备各种精密技术生产加工能力,实现高效率、低成本的应用。
從六轴、七轴联动CNC加工的(A级)高端产品到三轴、四轴生产的(B级)中端制品、不同等級的品質與價位......專業替代一流工业品、特殊、非標、異型、新產品中大批量、超高性價比的研發、生產加工,依圖依樣改進設計,可大大降低綜合成本!
詢盤請能提供樣品及參考頁腳注明每種產品的詳細要求、材料種類、尺寸公差、工件成品和半成品圖紙、所用的設備、設備價值RMB(以判斷其剛性及跳動等)、每月消耗的數量、原用產品類型及其不足之處?被加工材料及其硬度HRC?......
(6~12刃、HRC40°~68°高硬度用)螺旋角:50°、55°、60°.高硬度材料的加工,排屑好、低噪音、高效率。底刃容屑槽宽,可加工斜面。多种刃长规格,全长均富有柔性,可高速加工。底刃全对中心,用于精修切削达到高级光面。长、短底刃(2刃对中心),可用于多种用途的加工。可加工各种尺寸规格及斜度θ°螺旋角α°,同心度⊙≤0.005m。◆.冷硬加工取代磨削可提高精度,硬铣削取代研磨可提高效率.(高硬度钢加工用非涂层钻石钢刀具可替代TiALN涂层超微粒钨钢、陶瓷、CBN刀具切削后具有极佳的光洁度及较低的刀具成本).◆.微小径和成型复合刀具可依图纸或样品加工.刃径:(微小型)φ0.10 mm-φ53.00mm(整体钨钢)、φ20.00mm-φ80.00mm(焊刃式).